联系方式:
0757-89926889 15815666222
0757-89926889 15815666222
专业生产集中润滑装置
16年从业经验提供专业的集中润滑解决方案
16年从业经验提供专业的集中润滑解决方案
微量润滑系统在交货前进行了全面测试。在系统的初次使用以前或对管路和喷嘴做了维护工作以后,系统必须进行排空处理。进行排空操作以后,一般无需做再排空处理,除非油箱油料完全耗尽,或有空气进入系统。 以下是由广东润滑油泵厂家的小编为大家整理好的一些关于MQL微量润滑喷雾的系统排空操作。
一、 系统排空操作程序
1、 向油箱加入清洁的切削油。
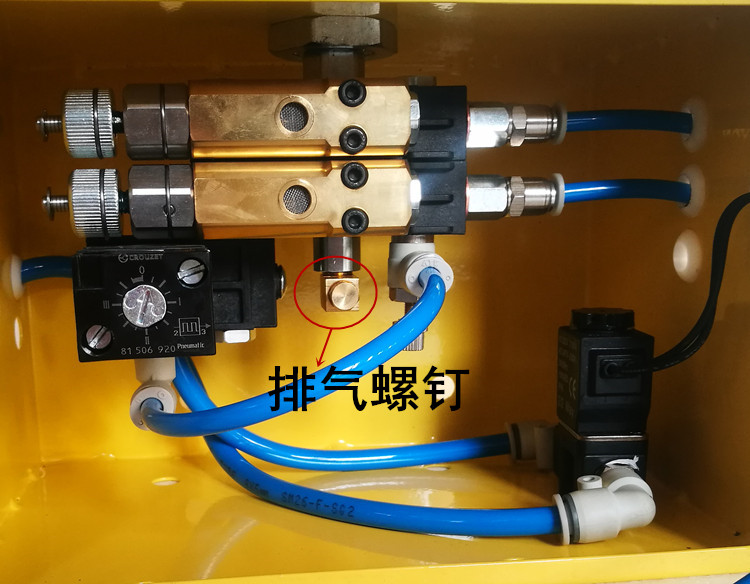
2、 用10mm六角扳手将排气螺钉松开,直到有不含气泡的切削油流出。
3、 微型泵调频器的频率以根据客户的要求设定好,无需再调节。
4、 微型泵的活塞行程设定可以通过旋钮调节,向泵体旋入油量小,往泵体外旋出油量大。
5、 接通清洁的压缩空气,气动系统,直到芯管整体充满切削油且不含气泡。所需要的时间取决于管路的长度,和泵行程设定的大小,一般需要时间约10~15分钟。
6、 排空操作完成以后,将微型泵调频器的频率和微型泵的活塞行程设定为正常值。
7、 请使用合格的微量润滑专用切削油,劣质的非专用切削油还可能导致刀具的快速磨损以及带来异味和烟雾问题。
二、 系统的调整
1、 微型泵调频器的调整:气动的延时控制器用于调整微型泵,频率可以在0到56次/分钟之间调整。
2、 微型泵的排量调整:微型泵可以通过手动调整器尾部的棘轮旋钮实现切削油在的精确计量。
3、 压缩空气气流的调节:气流的作用是将切削油打碎成合适的细微油滴,并带动这些油涂覆到刀具刃部和切削区域。气流过大,则会产生油雾,使过于细小的油滴发散到空气中,气流调节可以通过调整节流阀完成。
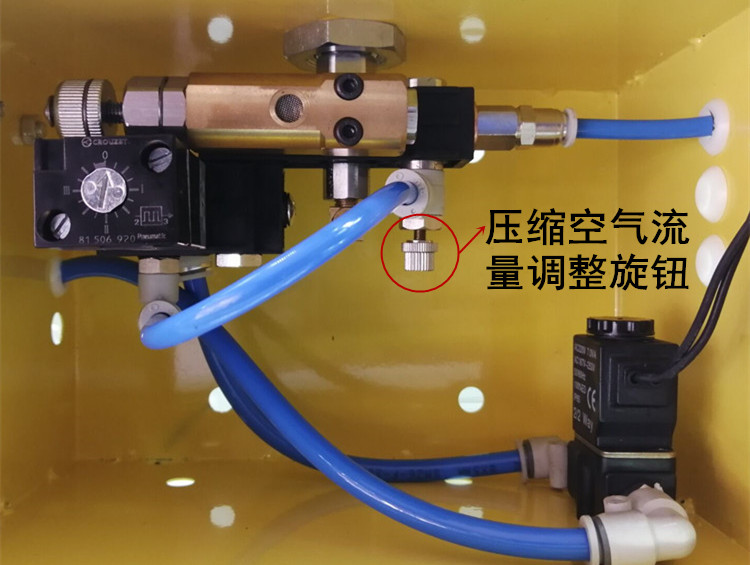
4、 气流流量的调整:以系统工作时刚刚形成油雾为上限标准,尽量大。
5、 喷嘴位置和方向:应保证油气混合物能在切削前涂覆在刀具的切削刃和工件的待切削表面,并能够将切削吹离,在不影响换刀、进给等动作的基础上,喷嘴应尽量靠近切削区域。
务必注意:
刀具在开始切削作业以前,润滑系统必须开始工作。
电话:0757-89926889 传真: 邮编:528000
移动电话:15815666222 / 13726658880 联系人:黄经理

